PERANCANGAN TATA LETAK FASILITAS
USAHA MEJA LAPTOP PORTABLE

1.1 Latar Belakang
Dalam menghadapi era pasar bebas saat
ini, dimana terjadi persaingan yang sangat ketat, maka perusahaan dituntut
untuk dapat menciptakan produk dengan biaya murah, kualitas yang baik, dan
delivery tepat waktu. Untuk itu dibutuhkan usaha penekanan biaya dengan cara
meningkatkan efektivitas, efisiensitas, dan produktivitas.
Salah satu cara
yang dapat dilakukan adalah dengan memaksimalkan tata letak fasilitas produksi.
Tata letak fasilitas produksi merupakan elemen dasar yang sangat penting dari
kelancaran proses prosuksi untuk menciptakan produk atau jasa yang berkualitas
dan menentukan daya saing perusahaan. Tata letak fasilitas yang buruk merupakan
pemborosan (waste) yang harus diminimalisi dengan cara melakukan
perbaikan/menata ulang fasilitas.
Tata letak fasilitas yang baik akan mengurangi biaya
produksi secara total tidak hanya pada salah satu proses tetapi pada tiap
proses produksi. Pengurangan ini dapat dilakukan dengan mengurangi pergerakan
pemindahan bahan yang tidak efisien dan merencanakan rute perencanaan yang
lebih teliti sesuai dengan aliran proses produksi yang nantinya diharapkan akan
menghasilkan hasil produksi yang optimal maka dengan adanya penelitian evaluasi
dan modifikasi tata letak fasilitas ini, diharapkan dapat membantu sebagai
referensi dalam membangun tata letak fasilitas produksi yang baiBerkaitan dengan masalah tersebut, maka peneliti mencoba
menganalisa tata letak fasilitas produksi yang ada saat ini terkait dengan tipe
tata letak dan pola aliran bahan pada produksi meja laptop portable yang lebih
efisien.
1.2
Rumusan Masalah
Sehubungan dengan latar belakang yang telah dikemukan di
atas maka masalah yang akan kami angkat adalah:
1.
bagaimana merancang tata letak fasilitas produksi meja
laptop portable yang tepat dan efisien sesuai dengan usaha yang didirikan?
1.3
Tujuan Penelitian
1. Mengetahui
apakah produk Meja Laptop Portable layak
untuk diproduksi.
2. Mengetahui
apakah pabrik untuk memproduksi Meja
Laptop Portable layak didirikan.
3. Menghindari
penanaman modal yang sia-sia.
4. Melihat
prospek proyek produksi dimasa mendatang/kedepan.
5. Menyediakan
sebuah kerangka kerja yang memungkinkan untuk membuat estimasi sumberdaya, biaya dan jadwal yang dapat dipertanggungjawabkan.
6. Mengetahui
apakah usaha ini dapat hidup dan menghasilkan laba.
1.1. Sistematika Penulisan
Dalam
penulisan laporan ini, Kami berpedoman pada kriteria penyusunan tugas besar dan
membaginya dalam enam bab yang saling berkaitan satu sama lainnya, yaitu dengan
format sebagai berikut :
Bab 1
Pendahuluan
Diuraikan
mengenai latar belakang, tujuan penelitian, rumusan masalah, batasan dan
asumsi, dan sistematika penulisan tugas besar.
Bab II Landasan Teori
Diuraikan mengenai tinjauan-tinjauan kepustakaan yang berisi tentang
teori-teori mengenai kelayakan pabrik, pemikiran-pemikiran yang digunakan sebagai landasan dalam pembahasan serta pemecahan permasalahan dalam mendirikan pabrik.
Bab III Pengumpulan Dan Pengolahan
Data
Diuraikan mengenai data – data yang
dibutuhkan untuk menganalisa kelayakan suatu pabrik serta melakukan pengolahan
data untuk mengetahui apakah pabrik tersebut layak untuk didirikan.
Bab IV Analisa Dan Hasil
Bab ini berisi analisa pemecahan
masalah berdasarkan pengolahan data yang telah dilakukan pada bab sebelumnya.
Bab V Kesimpulan Dan Saran
Pada bab ini
berisikan kesimpulan yang diperoleh dari hasil analisa data dan
saran -saran bagi pengembangan penelitian selanjutnya.
BAB II
LANDASAN TEORI
2.1 Pemilihan
lokasi
Pemilihan lokasi usaha merupakan salah
satu keputusan bisnis yang harus dibuat secara hati-hati. Penelitian-penelitian
terdahulu menemukan bahwa lokasi usaha
berhubungan dengan kesuksesan usaha tersebut (Nurul Indarti, 2004). Namun,
penelitian-penelitian tersebut masih didominasi oleh pemilihan lokasi di sektor
manufaktur, industri teknologi tinggi, dan perusahaan besar, dimana pemilihan
lokasi usaha-usaha tersebut didorong oleh pertimbangan besarnya biaya
transportasi bahan produksi.
Von Thunnen mengembangkan teori lokasi
pada awal abad 19. Thunnen melakukan pengamatan di daerah tempat tinggalnya,
dari pengamatan tersebut Thunnen menemukan berbagai komoditas pertanian
diusahakan menurut pola tertentu. Dengan memperhatikan jarak tempuh antara daerah
produksi dan pasar.
2.2
operation proses chart (OPC)
Setelah gambar teknik sebagai dasar
pertama dalam melakukan perencanaan teknis dalam perencanaan tata letak pabrik.
Gambar teknik adalah sebagai desain produk dalam merencanakan produk yang akan
diproduksi. Selanjutnya adalah desain proses yang akan dibuat untuk membuat
produk dari gambar teknik yang sudah dibuat Salah satu dari alat
grafis ini adalah peta kerja. Peta
kerja merupakan salah satu alat yang sistematis dan jelas untuk berkomunikasi
secara luas.
Dan
sekaligus melalui peta kerja kita bisa mendapatkan informasi-informasi yang
diperlukan untuk memperbaiki suatu metode kerja. Jadi, peta kerja
adalah suatu alat yang menggambarkan kegiatan kerja secara sistematis dan jelas
(biasanya kerja produksi). Lewat peta ini kita bisa melihat semua langkah atau
kejadian yang dialami oleh suatu benda kerja. Peta proses operasi merupakan
salah satu dari peta kerja.
Peta
proses operasi (operation process chart) merupakan suatu diagram yang
menggambarkan langkah-langkah proses yang akan dialami bahan baku mengenai
urutan-urutan proses dan pemeriksaan. Sejak dari awal proses sampai menjadi
produk utuh maupun sebagai komponen,dan juga memuat informasi-informasi yang
dibutuhkan. Informasi-informasi yang bisa didapatkan dalam peta proses operasi
adalah sebagai berikut:
- Bahan
baku dan bahan penunjang yang dibutuhkan (dipresentasikan dengan garis
panah horizontal)
- Operasi
yang dibutuhkan pada masing-masing komponen atau bagian dari bahan baku
(direpresentasikan dalam lingkaran)
- Waktu
yang dibutuhkan dalam proses
- Mesin
atau alat yang digunakan dalam operasi
- Scrap
(geram) yang dihasilkan (dibuang) dalam proses
Dalam setiap peta proses operasi
kegiatan dalam bentuk lambang atau simbol yang telah dibakukan adalah sebagai berikut:
1.
Operasi
Yaitu
suatu kegiatan operasi yang terjadi apabila benda kerja mengalami perubahan
sifat, baik fisik maupun kimiawinya. Operasi merupakan kegiatan yang paling
banyak terjadi dalam suatu proses yang biasanya terjadi di suatu mesin atau
stasiun kerja.
2. Pemeriksaan (Inspeksi)
Yaitu suatu kegiatan pemeriksaan
terhadap benda kerja atau peralatan, baik dari segi kualitas maupun kuantitas.
Lambing ini digunakan untuk melakukan pemeriksaan terhadap suatu objek tertentu
agar sesuai dengan standar yang telah ditetapkan.
3. Aktifitas gabungan
Yaitu
suatu kegiatan yang terjadi apabila aktivitas operasi dan pemeriksaan dilakukan
secara bersamaanatau pada satu tempat benda.
4. Penyimpanan
Yaitu
suatu kegiatan menyimpan benda kerja untuk waktu yang cukup lama. Jika benda
kerja tersebut akan diambil kembali biasanya melakukan prosedur perizinan
tertentu.
2.2.1 Prinsip-Prinsip Pembuatan Peta
Proses Operasi
Untuk bisa menggambarkan peta proses operasi dengan baik, ada beberapa prinsipyang perlu diikuti sebagai berkut:
§ Pada
bagian kiri paling atas menyatakan No. Peta, Nama, Kapasitas dan Efisiensi.
§ Pada
bagian tengah atas terdapat Nama Perusahaan, Engineering Consultant, Operation Process Chart, dan Kursi Kuliah.
§ Sedangkan
pada bagian atas sebelah kanan terdapat Nama Dosen, Nama Asisten dosen, Tanggal
Dipetakan, dan Tanggal Disetujui.
§ Material
yang akan diproses diletakan diatas horizontal yang menunjukan bahwa material
tersebut masuk kedalam proses.
§ Lambang-lambang
ditempelkan dalam arah vertikal, yang menunjukan terjadinya perubaha proses.
§ Penomoran
terhadap suatu kegiatan pemeriksaan diberikan secara tersendiri dan prinsipnya
sama dengan penomoran dalam proses operasi.
§ Agar
diperoleh gambar peta proses operasi yang baik, produk yang paling baik
memerlukan operasi, harus dipetakan terlebih dahulu, berarti dipetakan dengan
garis vertikal disebelah kanan halaman kertas.
§ Setelah
semua proses dipetakan dengan lengkap, pada bagian akhir halaman dibuat
ringkasannya. Yang memuat informasi-informasi seperti : jumlah keseluruhan
informasi, jumlah keseluruhan pemeriksaan, dan jumlah waktu keseluruhan yang
dibutuhkan dalam membuat produk jadi.
§ Membuat
surat penawaran untuk peta proses operasi yang ditujukan pada dosen
masing-masing kelas, yang disertai oleh landasan teori yang mendukungnya.
2.3 Routing
sheet
Untuk
membuat peta proses operasi membutuhkan sutau dokumen utama yang dikenal dengan
nama Master Route Sheet atau Routing Sheet. Yang merupakan tahap
awal yang harus di!akukan sebe!um kegiatan produksi dimulai adalah
mengidentifikasi ataupun menentukan urut-urutan mesin/peralatan, proses dan
operasi yang sesuai dengan kebutuhan dan efisiensi. Digunakan untuk mengetahui
jalannya proses produksi dari komponen-komponen kursi kita dapat menggunakan
pola peta proses produksi. Hasi identifkasi ataupun penentuan ini biasanya
disajikan dalarn bentuk apa yang dinamakan dengan Routing Sheet.
Routing
Sheet ini merupakan hal yang sangat penting bagi pengawasan produksi, karena
merupakan penentuan mutu produk yang akan dibuat, dan berapa lama waktu yang
diperlukan untuk mengerjakan setiap kegiatan produk tersebut.Pada
umumnya, selain menyajikan urut-urutan mesin/peralatan, proses dan operasi,
routing sheet ini juga memuat antara lain kapasitas mesin/peraiatan, % scrap,
serta jumlah kebutuhan bahan/mesin/peralatan. Sehingga untuk keperluan
perhitungan kebutuhan bahan, mesin ataupun peralatan, routing sheet ini dapat
dipergunakan. Hal-hal yang harus diperhatikan sebelum membuat Routing sheet
adalah sebagal berikut :
- Bahan/material
yang digunakan untuk memproduksi suatu produk.
- Banyaknya
satuan unit produk yang akan dibuat.
- Urut-urutan
kegiatan yang sifatnya tetap.
- Peralatan
yang digunakan untuk melaksanakan pekerjaan.
- Komponen-
komponen untuk assembling setelah diprcduksi.
2.3.1 Tujuan pembuatan routing sheet
- mengetahui
aliran pross yang dialami oleh bahan bakuuntk tiap jenis komponen dengan
mengetahui jumlah mesinnya.
- Sebagai
dasar dalam penentuan tata letaj pabrik
- Sebagai
alat untuk memperbaiki cara kerja yang sedang dilakukan
- Dengan
diketahuinya lama waktu pelaksanaan kegiatan, ditentukan pemanfaatan
fasilitas produk.
2.4 Multy Proses Product Chart (MPPC)
Satu teknik analisa lainnya yang menyerupai peta kerja dan juga dipergunakan untuk menganalisa aliran bahan adalah Multy Product Procees Chart ( MPPC ). Teknik analisa ini mengambil dasar penyajian dari Operation Process Chart ( OPC ), hanya saja pada MPPC ini penggambaran proses operasi di pisahkan menjadi sub bagian tersendiri, yaitu : Rough Lumber, Fabrikasi dan Assembling, yang dapat di persamakan dari ketiga peta itu adalah dapat dipergunakan untuk berkomunikasi secara luas, jelas dan sistematis.
2.4.1 Pengertian
Apabila didefinisikan MPPC merupakan suatu diagram yang menggambarkan langkah-langkah proses yang akan dialami oleh bahan, baik bahan baku maupun bahan tambahan, seperti urutan-urutan operasi, pemeriksaan dan penyimpanan, serta dalam menggambarkannya dipisahkan antara Rough Lumber, Fabrikasi dan Assembling, atau dapat di katakan MPPC adalah suatu peta yang menggambarkan jumlah pemakaian kebutuhan mesin dari Routing Sheet.Simbol-simbol yang di pergunakan dalam MPPC ini sama dengan simbol- simbol yang di gunakan pada OPC, antara lain operasi, pemeriksaan dan penyimpanan. Hanya saja pada cara penomorannya dilakukan berdasarkan urutan-urutan proses operasi perkomponen
2.4.2 Maksud dan Tujuan
Adapun maksud dan tujuan dari MPPC adalah :
§
Menentukan berapa
banyak kebutuhan mesin
§
Menunjukkan
keterkaitan produksi antara komponen-komponen produk
§
Sebagai pedoman dalam
menjalankan proses produksi
§
Sebagai alat kerja
yang memberikan informasi yang berguna dalam perbaikan sistem.
Di dalam merancang Tata Letak Pabrik, maka aktivitas pemindahan bahan (material handling) merupakan salah satu faktor yang cukup penting untuk diperhatikan dan diperhitungkan. Aktivitas pemindahan tersebut dapat ditentukan dengan terlebih dahulu memperhatikan aliran bahan yang terjadi dalam suatu operasi. Selanjutnya hal yang harus diperhatikan adalah type lay out yang akan digunakan. Ongkos material handling adalah ongkos yang dikeluarkan untuk melakukan pemindahan material dari satu departemen menuju departemen yang lain untuk dilakukannya proses produksi selanjutnya.
MaterialHandling adalah suatu seni dan ilmu pengetahuan mengenai pemindahan,pengepakan dan penyimpanan, pengepakkan danpenyimpanan semuajenis /bentuk material
/ bahan yang terjadi di
dalam pabrik termasuk pemindahan bahan baku kepabrik serta pemindahan barang jadi sampai ketangan konsumen. Seni
dan ilmu pengetahuan dari perpindahan, penyimpanan, perlindungan dan pengawasan
material penanganan material dalam jumlah yang tepat dari material yang sesuai,
dalam kondisi yang baik, pada tempat yang cocok, pada waktu yang tepat, pada
posisi yang benar, dalam urutan yang sesuai, dengan biaya yang murah dan
menggunakan metode yang benar.
Tujuan Ongkos Material
Handling adalah menjaga
atau mengembangkan kualitas produk, mengurangi kerusakan dan memberikan
perlindungan terhdap material. Kebutuhan-kebutuhan tersebut meliputi:
1.
Menghemat penggunaan
luas lantai
2.
Mengurangi beban
manusia dan kecelakaan
3.
Meningkatkan semangat
kerja
4.
Mengurangi biaya
handling/penanganan
5.
Mengurangi biaya over
head
6.
Mengurangi biaya
produksi
Keguanaan luas
lantai adalah saat digunakan dalam membantu untuk perhitungan OngkosMaterial Handling (OMH)
antar departemen, sesuai dengan luas lantai hasil perhitungan.
2.5.1 Prinsip-Prinsip Material Handling
1.
Right Material : Material
yang disediakan sesuai dengan yang dipesan oleh bagian produksi, akan lebih
akurat jika menggunakan peralatan otomatis.
2.
Right Mount : Jumlah
yang disediakan oleh bagian material handling sesuai jumlah kebutuhan.
3.
Right Condition : Sesuai
dengan keinginan konsumen (misal tidak rusak, kondisi barang dipak atau tidak
dipak, diurut penyusunannya, dlan lain-lain).
4.
Right Place :
Menempatkan material langsung dilokasi akhir siap untuk digunakan, tidak di
tengah-tengah perjalanan (misal di gang).
5.
Right Sequence : Urutan
penanganan material yang efisien misalnya dengan penyederhanaan kerja,
efisiensi manufakturing.
6.
Right Cost : Mendesain
bentuk yang efisien sehingga biaya menjadi efisien ‘Not the lowest cost’.
7.
Right time : On
time delivery, jika proses material handling di dalam pabrik dilakukan
dengan peralatan otomatis syarat ini akan lebih mudah dicapai.
Beberapa aktivitas pemindahan bahan yang perlu
diperhitungkan adalah sebagai berikut:
a.
Pemindahan bahan
dari gudang bahan baku (Receiving) menuju departemen fabrikasi maupun
departemen assembling.
b.
Pemindahan bahan
yang terjadi dari satu departemen menuju departemen yang lainnya.
c.
Pemindahan bahan
dari departemen assembling menuju gudang bahan jadi (Shipping)
d.
Alat Angkut yang
Dipergunakan Pemilihan jenis alat angkut didasari terhadap besar beban material yang
harus dipindahkan, dimana jenis alat angkut yang dipergunakan bergantung pada
spesifikasi alat angkut dalam melakukan operasinya. Beberapa alat-alat angkut
yang biasa dipergunakan adalah :
e.
Alat angkut dengan
menggunakan Tenaga Manusia < 20 Kg.
f.
Alat angkut dengan
menggunakan Walky Fallet (20 – 50 Kg).
g.
Alat angkut dengan
menggunakan Lift Truck (diatas 50 Kg).
Setelah ditentukan
alat angkut yang akan digunakan, maka selanjutnya dapat
ditentukan ongkos alat angkut berdasarkan jarak
tempuh (meter gerakan)./ jarak pengangkutan.
Pemilihan peralatan
pemindahan bahan juga dapat diklarifikasikan pada gerakan dasar perpindahan
yang akan dilakukan oleh peralatan tersebut. Gerakan perpindahan ini dapat di
bedakan atas :
·
Lintasan tetap atau
fleksibel.
·
Gerakan perpindahan
yang terputus-putus atau continue.
·
Jarak lintasan
perpindahan jauh dekat.
·
Perpindahan bahan
diselenggarakan didalam atau diluar pabrik.
· Gerakan perpindahan
kearah vertical, Horizontal, membentuk sudut ataukah merupakan kurva.
2.6 Activity
Relationship Chart (ARC)
Teknik ideal untuk desain relationship antara setiap kelompok aktivitas yang saling berkaitan. Perencanaan aktivitas relationship menggunakan ARC sebagai instrumen analisa dalam pengerjaannnya
Kegunaan ARC adalah :
- Penyusunan urutan pendahuluan bagi peta dari-ke
- Lokasi relatif dari pusat kerja atau departemen dalam
satu kantor
- Lokasi kegiatan dalam satu usaha pelayanan
- Lokasi pusat kerja dalam operasi perawatan atau
perbaikan
- Lokasi nisbi dari daerah pelayanan satu kegiatan dengan
yang lainnya, serta alasannya.
- Memperoleh satu landasan bagi penyusunan daerah
selanjutnya.
Langkah-langkah pembuatan ARC adalah :
- Penyusunan urutan pendahuluan bagi peta dari-ke
- Lokasi relatif dari pusat kerja atau departemen dalam
satu kantor
- Lokasi kegiatan dalam satu usaha pelayanan
- Lokasi pusat kerja dalam operasi perawatan atau
perbaikan
- Lokasi nisbi dari daerah pelayanan satu kegiatan dengan
yang lainnya, serta alasannya.
- Memperoleh satu landasan bagi penyusunan daerah
selanjutnya.
Kode
pembuatan ARC adalah dalam pembuatan ARC kode derajat relationship
yang menggunakan hurup-hurup (A, E,
I, O, U, X) diletakkan pada bagian atas kotak.
Sedangkan alasan derajat relationship
dimasukan di kotak bawah contoh sebagai berikut:
Contoh derajat relationship
Kode
|
Alasan
|
1
|
Urutan aliran material
|
2
|
Membutukan area yang sama
|
3
|
Intensitas hubungan dokumen dan
personalia yang sama
|
4
|
Debu
dan bising
|
5
|
Bau dan kotot
|
Aturan derajat relationship
KODE
|
PERSENTASE
|
KETERANGAN
|
A
|
5
%
|
dari banyaknya total relationship
yang terjadi
|
E
|
10 %
|
|
I
|
15 %
|
|
O
|
20 %
|
U dan X : Tidak ada batasan
Total Relationship
A
tidak boleh lebih dari 15 relationship (300 x 5% = 15). Begitupun
selanjutnya,
Total
relationship E dan I tidak boleh lebih dari 30 dan 45 relationship
Bila
n = 6 maka Total Relatisonship
Contoh ARC


KODE
|
ALASAN
|
1
|
Urutan aliran material
|
2
|
Membutukan area yang sama
|
3
|
Intensitas hubungan dokumen dan
personalia yang sama
|
4
|
Debu
dan bising
|
5
|
Bau dan kotot
|
2.7 Activity Relationship Diagram (ARD)
ARD
pendekatan ini menggambarkan ARD dengan hubungan garis yang menunjukan besarnya
derajat relationship antara aktivitas yang satu dengan aktivitas lainya, Pembuatan ARD
dalam SLP mempertimbangkan dengan meng kombinasikan dua aspek yaitu:
·
Aspek Kuantitatif (Aliran
Material)
·
Aspek Kualitatif (ARC)
Contoh ARD :

Contoh ARD :
2.8 Area Alocation
Diagram (AAD)
Area
Alocation Diagram merupakan
lanjutan dari ARC. Dimana dalam ARC telah diketahui kesimpulan tingkat
kepentingan antar aktivitas dengan demikian berarti bahwa ada sebagian
aktivitas harus dekat dengan aktivitas yang lainnya dan ada juga sebaliknya.
Atau dapat dikatakan bahwa hubungan antar aktivitas mempengaruhi tingkat
kedekatan antar tata letak aktivitas tersebut. Kedekatan tata letak aktivitas tersebut
ditentukan dalam bentuk Area Alocation
Diagram. Adapun dasar pertimbangan dalam prosedur pengaloaksian area ini
adalah sebagai berikut :
§ Aliran
produksi, material, peralatan
§ ARC, informasi aliran, aliran personil, hubungan
fisikal
§ Tempat
yang dibutuhkan
§ ARD
AAD ini merupakan lanjutan penganalisaan tata letak setelah ARC, maka sesuai dengan persoalan ARC diatas maka dapat dibuat AAD-nya. AAD merupakan Template secara global informasi yang dapat dilihat hanya pemanfaatan area saja, sedangkan gambar visualisasi secara lengkap dapat dilihat pada template yang merupakan hasil akhir dari penganalisaan dan perencanaan tata letak pabrik.
Contoh gambar AAD :

2.9 Template
Template merupakan suatu gambaran yang
telah jelas dari tata letak pabrik yang akan dibuat dan merupakan gambaran
detail dari AAD yang telah dibuat.
Informasi yang dapat dilihat pada
Template :
a.
Tata letak kantor dan peralatannya
b.
Tata letak pelayanan yang ada di pabrik, misalnya jalan,
kantin, sarana olah raga, dan lain-lain.
c.
Tata letak bagian produksi, misalnya receiving, pabrikasi,
assembling, shipping.
d.
Aliran setiap material, mulai dari receiving sampai dengan
shipping
BAB III
PENGUMPULAN DAN
PENGOLAHAN DATA
3.1 Pemilihan
Lokasi
Pemilihan lokasi pada dasarnya adalah
menentukan suatu tempat atau lokasi yang tepat untuk suatu perisahaan atau
perkantoran atau lokasi untuk tujuan tertentu, dengan memperhitungkan kelebihan dan
kekurangan lokasi tersebut. Dalam pemilihan lokasi kita akan membandingkan
suatu lokasi dengan lokasi lainnya, berdasarkan nilai break even point lokasi
tersebut.
No.
|
Keterangan
|
Jakarta
|
Tangerang
|
|
FC
|
Biayatenagakerja
7 orang/Tahun
|
140.000.000
|
140.250.000
|
|
BiayaListrik / Tahun
|
3.890.000
|
3.890.000
|
||
Biaya Air
/ Yahun
|
1.080.000
|
110.000
|
||
BiayaPerawatan
/ Tahun
|
1.200.000
|
1.150.000
|
||
Biayaadministrasi
/ Tahun
|
600.000
|
700.000
|
||
Pajakbumidanbanguna
/ Tahun
|
120.000
|
120.000
|
||
Sewamobilselamasetahun
/ Tahun
|
800.000
|
720.000
|
||
SewaBangunandan
Tanah setahun
|
8.000.000
|
8.400.000
|
||
Total =
|
155.690.000
|
154.940.000
|
||
VC
|
Ongkosburuh / unit
|
3.500
|
3.600
|
|
Ongkosoperasi /
unit
|
3.000
|
3.500
|
||
Total
|
6.500
|
7.100
|
||
Jika
dianggap persamaan linier maka:
BEP = FC+(VC x Unit/Th)
Jakarta = 155.690.000
+ (6.500 × 5.000) = Rp. 188.190.000
Tangerang
= 154.940.000 + (7.100 × 5.000) = Rp. 190.440.000
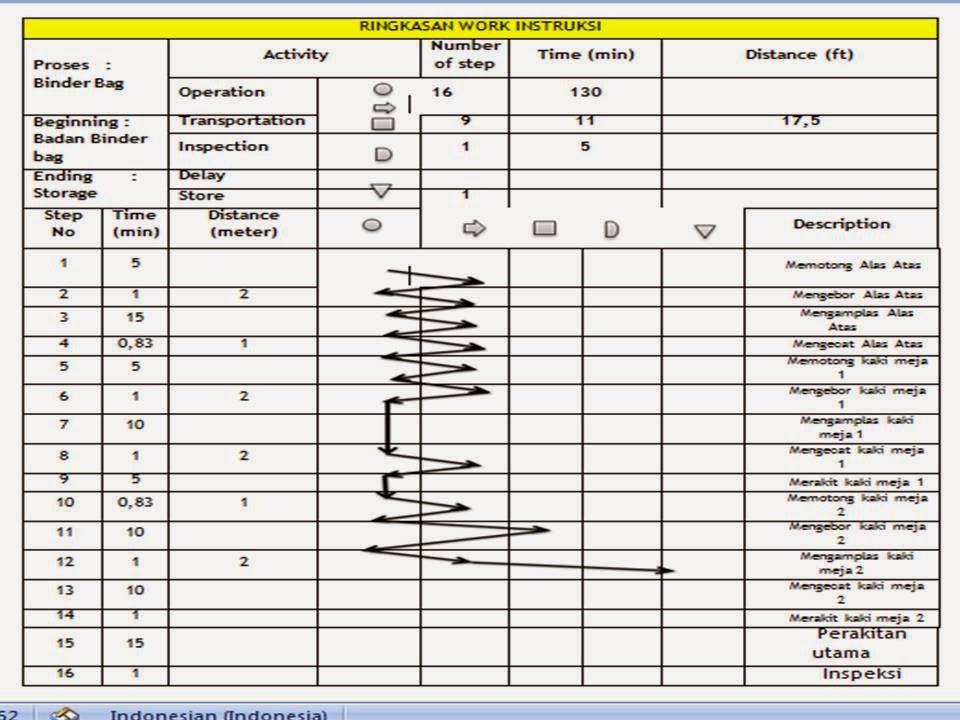
3.2 Operation produksi chart
OPC
adalah suatu diagram yang menggambarkan langkah-langkah proses yang dialami
oleh bahan baku yag meliputi urutan proses operasi dan pemeriksaan. Pembuatan
OPC ini merupakan tahap pertama dalam urutan untuk merencanakan tata letak
pabrik.

Bagan 3.2.1 OPC (Operation product chart)
3.3Flow Process Chart
Berikut adalah gambaran skematik/diagram yang menunjukkan seluruh langkah dalam suatu proses pembuatan tas laptop dan menunjukkan bagaimana langkah itu saling mengadakan interaksi satu sama lain.
3.3 Process Chart
Process Chart adalah representasi
grafis dari urutan langkah-langkah atau tugas (workflow) yang merupakan suatu
proses, mulai dari bahan baku sampai produk jadi.

Gambar 3.3 Process Chart
3.4 Routing Sheet
Routing sheet di butuhkan untuk merencanakan tata letak pabrik, Routing sheet ini digunakan untuk :
1. Menghitung jumlah mesin yang diperlukan
2. Menghitung jumlah part yang harus
dipersiapkan dalam usaha memperoleh sejumlah produk jadi yang diinginkan.
No. Op.
|
Deskripsi
|
Msn (alat)
|
waktu proses
(menit)
|
produksi mesin
/menit
|
% Scrap
|
Bahan Diminta
|
Bahan Dipersiapkan
|
Effisiensi Msn
|
Kebutuhan mesin
|
|
Teori
|
Aktual
|
|||||||||
O-1
|
Memotong Alas Atas
|
Mesin Potong
|
2
|
30
|
0,980
|
30
|
30
|
1,00
|
1,00
|
1
|
O-2
|
Mengebor Alas Atas
|
mesin bor
|
1,5
|
40
|
0,950
|
40
|
40
|
1,00
|
0,03
|
1
|
O-3
|
Mengamplas Alas Atas
|
mesin bor
|
1,5
|
40
|
0,920
|
40
|
40
|
1,00
|
0,03
|
1
|
O-4
|
Mengecat Alas Atas
|
compresor
|
2,5
|
24
|
0,890
|
24
|
24
|
1,00
|
0,04
|
1
|
O-5
|
Memotong kaki meja 1
|
Mesin potong
|
2
|
30
|
0,860
|
30
|
30
|
1,00
|
0,03
|
1
|
O-6
|
Mengebor kaki meja 1
|
mesin bor
|
1,5
|
40
|
0,830
|
40
|
40
|
1,00
|
0,03
|
1
|
O-7
|
Mengamplas kaki meja 1
|
mesin bor
|
1,5
|
40
|
0,800
|
40
|
40
|
1,00
|
0,03
|
1
|
O-8
|
Mengecat kaki meja 1
|
compresor
|
2,5
|
24
|
0,770
|
24
|
24
|
1,00
|
0,04
|
1
|
O-9
|
Merakit kaki meja 1
|
compresor
|
1,5
|
40
|
0,740
|
40
|
40
|
1,00
|
0,03
|
1
|
O-10
|
Memotong kaki meja 2
|
Mesin potong
|
2
|
30
|
0,710
|
30
|
30
|
1,00
|
0,03
|
1
|
O-11
|
Mengebor kaki meja 2
|
mesin bor
|
1,5
|
40
|
0,680
|
40
|
40
|
1,00
|
0,03
|
1
|
O-12
|
Mengamplas kaki meja 2
|
mesin bor
|
1,5
|
40
|
0,650
|
40
|
40
|
1,00
|
0,03
|
1
|
O-13
|
Mengecat kaki meja 2
|
compresor
|
2,5
|
24
|
0,620
|
24
|
24
|
1,00
|
0,04
|
1
|
O-14
|
Merakit kaki meja 2
|
compresor
|
1,5
|
40
|
0,590
|
40
|
40
|
1,00
|
0,03
|
1
|
O-15
|
Perakitan utama
|
Finish goods
|
3
|
20
|
0,560
|
20
|
20
|
1,00
|
0,05
|
1
|
O-16
|
Inspeksi
|
operator
|
1,5
|
40
|
0,530
|
40
|
40
|
1,00
|
0,03
|
1
|
Bagan 3.3.1 Table Routing sheet
3.5 MPPC (Multi
Proses Product Chart)
Setelah OPC dan routing sheet terpenuhi maka langkah selanjutnya adalah membuat MPPC. MPPC di perlukan untuk mengetahui banyak mesin, dan untuk
mengetahui operasi
yang dilakukan masing-masing bahan baku.
Bagan 3.4.1 Table MPPC (Multi Proses Product Chart)
3.6 Kebutuhan Luas Lantai Pabrik
Pada tahap ini akan dilakukan analisa
perhitungan luas lantai yang dibutuhkan dalam mendirikan pabrik pembuatan tas
laptop, berikut adalah perhitungan luas
lantai pabrik:
1.1 Luas Lantai Produksi
Berikut adalah perhitungan luas lantai
yang dibutuhkan untuk bagia produksi:
Nama Mesin
|
Departemen
|
Jumlah Mesin
|
Ukuran (m)
|
Luas Mesin (m2)
|
Luas Seluruh Mesin (m2)
|
Toleransi Bahan (100%)
|
Allowance (200%)
|
Total Luas/Departemen (m2)
|
|
P
|
L
|
||||||||
Mesin
Potong
|
Departeme Produksi
|
2
|
1
|
2
|
2
|
2
|
2,00
|
4
|
8,00
|
Mesin
Bor
|
2
|
1,5
|
0.5
|
0.75
|
0,75
|
0,75
|
1,5
|
3,00
|
|
Mesin
Compresor
|
1
|
1
|
1
|
1
|
1
|
1,00
|
3
|
5,00
|
|
Meja Perakitan
|
1
|
1,5
|
1
|
1,5
|
1,5
|
1,50
|
3
|
6,00
|
|
Meja Packing
|
1
|
1,5
|
1
|
1.5
|
1.5
|
1,50
|
3
|
6,00
|
|
TOTAL
|
28,00
|
||||||||
3.7 Ongkos Material Handling
Langkah awal dalam menaganlisi biaya material handling
maka perlu diketahui dulu jumlah departemen dan jarak perpindahan yang disajikan
pada tabel berikut:
a)
Gudang Bahan Baku
b)
Dept. Pemotongan
c)
Dept. Pengeboran
d)
Dept. Compresor
e)
Dept. Perakitan
f)
Dept. QC dan Packing
g)
Gudang Produk jadi
h)
Kantor
Tabel 3.7.1 Aliran Material Antar
Departemen
Dari
Ke
|
A
|
B
|
C
|
D
|
E
|
F
|
G
|
H
|
A
|
10
|
X
|
X
|
X
|
X
|
X
|
X
|
|
B
|
10
|
10
|
X
|
X
|
X
|
X
|
X
|
|
C
|
X
|
10
|
10
|
X
|
X
|
X
|
X
|
|
D
|
X
|
X
|
10
|
10
|
X
|
X
|
X
|
|
E
|
X
|
X
|
X
|
10
|
10
|
X
|
X
|
|
F
|
X
|
X
|
X
|
X
|
10
|
10
|
X
|
|
G
|
X
|
X
|
X
|
X
|
X
|
10
|
X
|
|
H
|
X
|
X
|
X
|
X
|
X
|
X
|
X
|
Untuk mengetahui
biaya material handling maka langkah awal perlu fiketahui dahulu jarak antar
departemen dan frekuensi perpindahan material adalah sebagai berikut:
Tabel Frekuensi
perpindahan material dan jarak antar departemen
No.
|
Dari
|
Alat Angkut Material
|
Frekuensi
Perpindahan
|
Jarak (m)
|
Frekuensi × Jarak (m)
|
1
|
A – B
|
Manual
|
10
|
2
|
20
|
2
|
B – C
|
Manual
|
10
|
2
|
20
|
3
|
C – D
|
Manual
|
10
|
3
|
30
|
4
|
D – E
|
Manual
|
10
|
3
|
30
|
5
|
E – F
|
Manual
|
10
|
2
|
20
|
6
|
F – G
|
Manual
|
10
|
3
|
30
|
7
|
B – A
|
Manual
|
10
|
2
|
20
|
8
|
C – B
|
Manual
|
10
|
2
|
20
|
9
|
D – C
|
Manual
|
10
|
3
|
30
|
10
|
E – D
|
Manual
|
10
|
3
|
30
|
11
|
F – E
|
Manual
|
10
|
2
|
20
|
12
|
G – F
|
Manual
|
10
|
3
|
30
|
Total =
|
120
|
30
|
300
|
||
Sebelum melangkah ke proses perhitungan OMH maka perlu diketahui dahulu biaya ongkos perpindahan per meter sebagai berikut:
Tabel Ongkos Perpindahan Material perhari
Stasiun Kerja
|
waktu Proses (menit)
|
Terdiri Dari
|
gaji pekerja
|
ongkos pemindahan material
(unit)
|
frekuensi produk dipindahkan
|
ongkos perpindahan
|
|
Waktu Pengerjaan
|
waktu Perpindahan
|
menit
|
|||||
Gudang bahan baku
|
6
|
8
|
2
|
183,34
|
366,68
|
10
|
5500,2
|
Pemotongan
|
4,5
|
8
|
2
|
183,34
|
366,68
|
10
|
5500,2
|
Pengeboran
|
4,5
|
8
|
2
|
183,34
|
366,68
|
10
|
5500,2
|
Compresor + Amplas
|
10,5
|
16
|
3
|
183,34
|
550,02
|
10
|
8250,3
|
Perakitan
|
3
|
4
|
2
|
183,34
|
366,68
|
10
|
5500,2
|
qc dan packing
|
2
|
2
|
3
|
183,34
|
550,02
|
10
|
8250,3
|
Total
|
38501,4
|
||||||
Langkah selanjutnya aadalah menghitung Ongkos Material Handling per meter dengan menggunakan
rumus:
OMH
perMeter = 
OMH perMeter = 
Ongkos OMH/Meter : Rp. 85,55
Dengan demikian maka OMH dalam sebulan
dapat diketahui dengan perhitungan sebagai berikut:
OMH
perBulan = (OMH perMeter × Total jarak perpindahan) × 30 hari
OMH
perBulan = (Rp. 85,55 × 300) × 30
OMH
perBulan = Rp. 769.950
3.8 Activity
Relationship Chart (ARC)
Dalam industri pada umumnya terdapat sejumlah kegiatan atau aktivitas yang menunjang jalannya suatu industri. Setiap kegiatan atau aktivitas tersebut saling berhubungan (berinteraksi) antara satu dengan lainnya, dan yang paling penting diketahui bahwa setiap kegiatan tersebut membutuhkan tempat untuk melaksanakannya. Aktifitas atau kegiatan tersebut diatas dapat berupa aktivitas produksi, administrasi, assembling, inventory, dll.
Sebagaimana diketahui diatas bahwa setiap kegiatan atau aktifitas tersebut saling berhubungan antara satu dengan lainnya ditinjau dari beberapa kriteria, maka dalam perencanaan tata letak pabrik harus dilakukan penganalisaan yang optimal. Teknik yang digunakan sebagai alat untuk menganalisa hubungan antar aktifitas yang ada adalah Activity Relationship Chart.
Dalam industri pada umumnya terdapat sejumlah kegiatan atau aktivitas yang menunjang jalannya suatu industri. Setiap kegiatan atau aktivitas tersebut saling berhubungan (berinteraksi) antara satu dengan lainnya, dan yang paling penting diketahui bahwa setiap kegiatan tersebut membutuhkan tempat untuk melaksanakannya. Aktifitas atau kegiatan tersebut diatas dapat berupa aktivitas produksi, administrasi, assembling, inventory, dll.
Sebagaimana diketahui diatas bahwa setiap kegiatan atau aktifitas tersebut saling berhubungan antara satu dengan lainnya ditinjau dari beberapa kriteria, maka dalam perencanaan tata letak pabrik harus dilakukan penganalisaan yang optimal. Teknik yang digunakan sebagai alat untuk menganalisa hubungan antar aktifitas yang ada adalah Activity Relationship Chart.
Tabel
3.7.1 Jenis Departemen Industri Meja
Laptop Portable
No.
|
Jenis
Pusat Kegiatan / Departemen
|
1
|
Gudang Bahan Baku
|
2
|
Dept. Pemotongan
|
3
|
Dept. Pengeboran
|
4
|
Dept. Comperesor
|
5
|
Dept. Perakitan
|
6
|
Dept. QC dan
Packing
|
7
|
Gudang Produk Jadi
|
8
|
Kantor
|
Bedasarkan
hasil kajian dari data desain pabrik memerlukan 8 pusat kegiatan untuk
menunjang kegiatan produksi taslaptop, pusat-puasat kegiatan sebenarnya terdiri
atas unit-unit kegiatan yang kecil. Namun, atas pertimbangan efesiensi
penggunaan luas lantai, tim perancang
melakukan penggabungan. Setelah seluruh departemen diketahui maka langkh
selanjutnya adalah melakukan analisis
derajat relationship yang menggunakan
kode hurup-hurup (A, E, I, O, U, X) yang didapat dengan merumuskan alasan
tingkat hubungan antar departemen sebagai berikut:
Tabel alasn hubungan atar pusat kegiatan
Kode
|
Alasan
|
1
|
Urutan aliran bahan
|
2
|
Membutukan area yang sama
|
3
|
Intensitas hubungan dokumen dan personalia
yang sama
|
4
|
Debu
dan bising
|
5
|
Bau dan kotot
|
Setelah diketahui apa saja alasan kedekatan dan alasan menjauh maka kode derajat relationship dapat dirumuskan sebagai berikut:
Kode Derajat Kedekatan Atar Pusat Kegiatan
KODE
|
DERAJAT
RELATIONSHIP
|
Alasan Hubungan
|
A
|
Mutlak Penting
|
3 Alasan Mendekat
|
E
|
Sangat Penting
|
2 Alasan Mendekat
|
I
|
Penting
|
1 Alasan Mendekat
|
O
|
Biasa
|
|
U
|
Tidak Penting
|
1 Alasan Menjauh
|
X
|
Tidak Diinginkan
|
2 Alasan Menjauh
|
Langkah
selanjutnya yaitu memasukkan alasan setiap pasangan departemen pada ARC yang
didasarkan pada relationship antar aktivitas sesuai dengan alasan hubungan tiap
departemen yang disajikan pada diagram berikut:

Gambar 3.7.2 Diagram ARC Hubungan Aktifitas
Langkah
selanjutnya untuk mempermudah penganalisaan selanjutnya maka hubungan antar
aktivitas tersebut dibuat kedalam kertas kerja (work sheet) yang dibuat sebagai
berikut :

Tabel 3.7.3 Work Sheet ARC
WORK
SHEET FOR ACTIVITY RELATIONSHIP CHART
|
|||||||
NO.
|
ACTIVITY
|
DEGREE
OF CLOSENESS
|
|||||
A
|
E
|
I
|
O
|
U
|
X
|
||
1
|
Gudang Bahan Baku
|
-
|
2
|
7,8
|
3,5
|
4
|
-
|
2
|
Dept. Pemotongan
|
3
|
1
|
4
|
5,7,8
|
-
|
-
|
3
|
Dept. Pengeboran
|
2
|
4
|
5
|
1
|
6,7
|
8
|
4
|
Dept. compresor
|
-
|
3,5
|
2
|
6
|
1,7
|
8
|
5
|
Dept. Perakitan
|
-
|
4,6
|
3
|
1,7,8,2
|
-
|
-
|
6
|
Dept. QC dan
Packing
|
-
|
5,7
|
-
|
4,8,2
|
3
|
-
|
7
|
Gudang Produk Jadi
|
-
|
6
|
8,1
|
5,2
|
4,3
|
-
|
8
|
Kantor
|
-
|
-
|
7,1
|
6,5,2
|
-
|
3,4
|

Gambar 3.7.4 Block Template ARC

Tabel 3.7.5 Total
Space Requirement Sheet
No
|
Pusat
Kegiatan
|
Lantai
|
Kebutuhan
Modul
(2 x 2)
|
|
Dimensi
(m x m)
|
Luas
(m2)
|
|||
1
|
Gudang Bahan Baku
|
3 x 5
|
15
|
4
|
2
|
Dept. Pemotongan
|
4 x 4
|
16
|
4
|
3
|
Dept. Pengeboran
|
4 x 4
|
16
|
4
|
4
|
Dept. compresor
|
5 x 5
|
25
|
6
|
5
|
Dept. Perakitan
|
4 x 4
|
16
|
4
|
6
|
Dept. QC dan Packing
|
8 x 4
|
25
|
8
|
7
|
Gudang Produk Jadi
|
3 x 5
|
15
|
4
|
8
|
Kantor
|
8 x 4
|
32
|
8
|
Total
|
160
|
39
|
||
3.9 Activity Relationship Diagram (ARD)
Bedasarkan ARC yang telah diketahui, maka dapat ditarik kesimpulan tingkat kepentingan antar aktivitas, dengan demikian berarti bahwa ada sebagian aktivitas yang harus dekat dengan aktivitas yang lainnya dan ada juga sebaliknya. Untuk menentukan penempatan letak lokasi departemen yang satu dengan departemen yang lain dan menggambarkan hubungan derajat relationship antar aktivitas, dan membantu perencanaan untuk menghubungkan masing-masing aktivitas secara tepat, maka langkah selanjutnya adalah membuat ARD dengan metode block layout yang dapat dilihat sebagai berikut:
Bedasarkan ARC yang telah diketahui, maka dapat ditarik kesimpulan tingkat kepentingan antar aktivitas, dengan demikian berarti bahwa ada sebagian aktivitas yang harus dekat dengan aktivitas yang lainnya dan ada juga sebaliknya. Untuk menentukan penempatan letak lokasi departemen yang satu dengan departemen yang lain dan menggambarkan hubungan derajat relationship antar aktivitas, dan membantu perencanaan untuk menghubungkan masing-masing aktivitas secara tepat, maka langkah selanjutnya adalah membuat ARD dengan metode block layout yang dapat dilihat sebagai berikut:

Bedasarkan gambar diatas dapat
diketahui Ruang kantor tidak dapat berada dekat Dept. Pemotongan dan Penjahitan
dikarenakan suara bising dan getaran mesin yang menggangu,
sedangkan Dept. Penggambaran Pola dan Dept. Pemotongan harus berada
bersebelahan bedasarkan derajat relasi yang menunjukkan kode A. Block Layout
ini adalah yang terbaik yang kami pilih bedasarkan layout by process.
4.9 Area Allocating Diagram (AAD)
AAD merupakan Template secara global
informasi yang dapat dilihat hanya pemanfaatan area saja, sedangkan gambar
visualisasi secara lengkap dapat dilihat pada template yang merupakan hasil
akhir dari penganalisaan dan perencanaan tata letak pabrik. Dengan demikian
untuk mengetahui hubungan antar aktivitas mempengaruhi tingkat kedekatan antar
tata letak aktivitas tersebut maka tata letak aktivitas tersebut ditentukan
dalam bentuk Area Alocation Diagram (AAD) yang akan diuraikan sebagai berikut:

Gambar 4.9.1 Area
Alocating Diagram ADD
No
|
Pusat Kegiatan
|
Lantai
|
Kebutuhan
Modul (2 x 2)
|
|
Dimensi
(m x m)
|
Luas (m2)
|
|||
1
|
Gudang Bahan Baku
|
3
x 5
|
15
|
2
|
2
|
Dept. Pemotongan
|
4
x 4
|
16
|
2
|
3
|
Dept. Pengeboran
|
4
x 4
|
16
|
8
|
4
|
Dept. Compresor
|
5
x 5
|
15
|
6
|
5
|
Dept. Perakitan
|
4
x 4
|
16
|
4
|
6
|
Dept. QC dan
Packing
|
8
x 4
|
25
|
6
|
7
|
Gudang Produk Jadi
|
3
x 5
|
15
|
4
|
8
|
Kantor
|
8
x 4
|
22
|
4
|
Total
|
140
|
39
|
||
BAB IV
ANALISIS DAN HASIL
4.1
Analisis dan Evaluasi Perancangan Tata
Letak Fasilitas Industri Pembuatan Meja Laptop Portable
Dari hasil analisis pada tabel Skala
Prioritas Awal dan Usulan diperoleh tingkatan rangking penyusunan dengan urutan
letak berada pada gudang bahan baku, departemen penggambaran pola, depatmen
pemotongan, departemen penjahitan, departemen perakitan, departemen packing dan
quality control dan berakhir di gudang produk jadi.
1. Bedasarkan gambar process chart dan
block layout ARD maka pola aliran material adalah flow U dengan urutan proses
yang tanpa adanya back tracking.
2. Dari hasil gambaran Activity
Relationship Diagram proses pembuatan tas laptop maka pada ARD awal dan usulan
diperoleh dari dasar tabel skala prioritas yang disesuaikan dengan kedekatan
departemen.
3.
Berdasarkan hasil gambaran peta hubungan aktifitas (Activity
Relationship Chart) pada proses pembuatan tas laptop maka tingkat kepentingan
yang lebih tinggi yaitu penting dan yang terendah pada tingkat kepentingan
mutlak penting.
4.
Dari hasil analisis pada Area Allocation Diagram pada proses
pembuatan tas laptop maka antara AAD Awal dan Usulan menggambarkan bentuk tata
letak atau lokasi pada pada dimensi yang diperhitungkan dengan 35 modul block yang dibutuhkan yang masing
masing block berukuran 2x2m (4m2).
BAB IV
KESIMPULAN DAN
EVALUASI
5.1 Kesimpulan
Dari hasil analisa
didapat kesimpulan Tata letak fasilitas
pada produksi meja laptop portable diidentifikasi dengan pendekatan
simulasi sehingga mendapatkan hasil akhir sebagai beikut ;
1.
Jumlah output produksi perhari adalah 100 unit meja
laptop portable.
2.
Dari hasil analisa Activity Relationship Chart (ARC)
mengetahui bahwa ada beberapa stasiun yang muthlak untuk berdekatan, karena
termasuk dalam aliran proses produksi.
3.
Dari perhitungan ongkos material handling dari data –data
yang didapat maka jumlah OMH dalam sebulan adalah Rp. 769.950,00
4.
Berdasarkan momen total dari masing-masing layout tersebut, maka dapat
disimpulkan bahwa layout dari corelap memberikan momen total yang lebih kecil
dimana lebih meminimalkan jarak perpindahan material dibandingkan dengan layout
awal. Jadi peneliti berkesimpulan bahwa layout yang digunakan saat ini kurang
efisien.
5.2 Saran
Penulis
menyarankan agar usulan model layout yang dibuat dalam laporan ini dapat
dijadikan sebagai bahan pertimbangan proyek dalam menentukan layout dan guna
memaksimalkan proses produksi dari pabrik.
DAFTAR PUSTAKA
Apple, James M. 1997. Plant layout
and Material Handling, 3rd ed. New York: John Willey & Sons, Inc.
Apple, James M. 1990. Tata Letak Pabrik dan Pemindahan Bahan. Bandung: ITB
Heragu, Sunderesh. 1997. Facilities
Design. Boston: PWS Publishing Company.
Wignjosoebroto, Sritomo. 2000. Tata Letak Pabrik dan Pemindahan Bahan.
Jakarta: PT Guna Widya.
Tidak ada komentar:
Posting Komentar