PRINSIP KERJA MESIN
BUBUT
(LATHE MACHINE)
Tujuan Praktikum
Mengenal bagian dan fungsi dasar - dasar penggunaan mesin
perkakas terutama mesin bubut, dan cara mengoprasikan dengan membuat benda
kerja.
o Setiap mahasiswa dapat mengoperasikan
mesin bubut
o Mahasiswa dapat memahami dan mengerti
gambar kerja
o Mahasiswa dapat mengetahui dan
menguasai pembubutan
o Mahasiswa dapat mengetahui
bentuk-bentuk pahat dan fungsinya
o Mahasiswa dapat mengetahui ukuran-ukuran
benda kerja
o
Mahasiswa dapat mengetahui
kerja efisien ( apa yang dikerjakan terlebih dahulu)
o Mahasiswa dapat mengetahui
komponen-komponen mesin bubut serta fungsinya
2.2 Landasan Teori
Mesin
bubut
adalah suatu mesin perkakas yang
digunakan untuk memotong benda yang diputar. Bubut
sendiri merupakan suatu proses pemakanan benda kerja yang sayatannya dilakukan
dengan cara memutar benda kerja kemudian dikenakan pada pahat yang digerakkan
secara translasi
sejajar dengan sumbu putar dari benda kerja. Gerakan putar dari benda kerja
disebut gerak potong relatif dan
gerakkan translasi dari pahat disebut gerak
umpan.
Dengan mengatur
perbandingan kecepatan rotasi benda kerja dan kecepatan translasi pahat maka
akan diperoleh berbagai macam ulir dengan ukuran kisar yang berbeda. Hal ini
dapat dilakukan dengan jalan menukar roda gigi translasi yang menghubungkan
poros spindel dengan poros ulir.
Roda gigi penukar disediakan secara khusus untuk
memenuhi keperluan pembuatan ulir. Jumlah gigi pada masing-masing roda gigi
penukar bervariasi besarnya mulai dari jumlah 15 sampai dengan jumlah gigi
maksimum 127. Roda gigi penukar dengan jumlah 127 mempunyai kekhususan karena
digunakan untuk konversi dari ulir metrik ke ulir inci.
2.2.1
Prinsip
Kerja Mesin
Bubut
Prinsip kerja mesin bubut adalah benda
kerja yang berputar, sedangkan pisau bubut bergerak memanjang dan melintang.
Dari kerja ini, dihasilkan sayatan dan bentuk benda kerja yang umumnya
simetris.
Poros spindel akan memutar
benda kerja melalui piringan pembawa sehingga memutar roda gigi pada poros spindel. Melalui roda gigi
penghubung, putaran akan disampaikan ke roda gigi poros ulir. Oleh klem
berulir, putaran poros ulir tersebut diubah menjadi gerak translasi pada eretan
yang membawa pahat. Akibatnya pada benda kerja akan terjadi sayatan yang
berbentuk ulir.
 |
| Gambar : Komponen Mesin Ulir |
Pekerjaan pekerjaan yang umumnya
dikerjakan oleh mesin bubut, antara lain :
-
membubut luar
-
membubut dalam
-
membubut tirus
-
membubut permukaan
-
memotong
-
membuat ulir
2.2.2
Bagian-bagian
Mesin Bubut
Mesin bubut terdiri dari
meja dan kepala tetap. Di dalam kepala tetap terdapat roda-roda gigi transmisi
penukar putaran yang akan memutar poros spindel. Poros spindel akan memutar
benda kerja melalui cekal. Eretan utama akan bergerak sepanjang meja sambil
membawa eretan lintang dan eretan atas dan dudukan pahat.
Sumber utama dari semua gerakkan tersebut berasal dari motor listrik untuk
memutar pulley melalui sabuk.
a.
Kepala tetap ( head stock )
b.
Spindel (spindle )
c.
Eretan ( carriage )
d.
Kepala lepas ( tail stock )
e.
Alas ( bed )
f.
Ulir pembawa ( lead screw )
g.
Poros penjualan ( feed rod )
h.
Tempat pahat ( tool post )
i.
Alas putar (swivel base )
j.
Lemari roda gigi ( Gear box )
 |
| Gb. Bagian-bagian mesin bubut |
2.3
Cara Membubut
Dasar-dasar membubut adalah sebagai
berikut :
o
Pasang benda kerja pada cekam ( chuck ) cukup kuat, artinya tidak lepas pada waktu mesin dihidupkan
dan sedang melakukan penyayatan
o
Periksa kedudukan benda kerja tersebut pada saat cekan
diputar dengan tangan, apakah posisinya
sudah benar, artinya putaran benda tidak oleng/ simetris dan periksa apakah ada
bagian yang tertabrak yang membahayakan dan merusak mesin.
o
Pasang/ setel kedudukan pahat bubut agar posisi ujung
potong pahat tepat pada titik center dari kepala lepas. Untuk mengatur possisi
tersebut dapat menggunakan ganjal dari plat tipis atau dengan menggunakan
tempat pahat model perahu ( american tool
post ), kemudian lanjutkan membubut benda kerja sesuai dengan ukuran yang
telah ditentukan.
 |
| Gambar : Bagian-Bagian Mesin Bubut |
Parameter pada proses bubut ada 5,
yaitu :
o
Kecepatan
potong, berhubungan dengan kecepatan putar dan diameter awal. Persamaan
kecepatan potong :
Do
= diameter awal
N = kecepatan putar (rpm)
o
Gerak
makan, diatur dengan tuas pemilih gerak makan. Arah gerak makan bisa aksial
(pada reduksi diameter dan pembuatan ulir) atau radial (pada facing)
o
Kedalaman
potong, tidak boleh terlalu dalam karena pemotongan yang terlalu dalam akan
menyebabkan pahat cepat rusak
o
Waktu
potong berhubungan dengan panjang pemesinan
o
Panjang
pemesinan menentukan waktu potong dengan persamaan
T = waktu potong (menit)
L = panjang pemesinan (mm)
fr = feed rate (mm/menit)
2.3.1
Cara Membubut Tirus
Pada bagian-bagian mesin, selain poros
denagn bentuk rata memanjang atau bertingkat, ada juga poros bebrbentuk tirus.
Untuk membubut tirus dapat dilakukan
dengan dua cara. Cara pertama, dengan menggeser kepala lepas, dengan
menggunakan rumus sebagai berikut :
Dimana :
x
= Jarak geser kepala lepas dari
garis sumbu spindle
D
= Diameter terbesar
d =
Diameter terkecil
L =
Panjang benda kerja
l
=
Panjang yang ditiruskan
Cara kedua, dengan menggeserkan alas
putar ( swifel base ) dengan
menentukan besarnya sudut.
 |
| Gambar : Teknik Pengukuran Benda |
Dimana:
tg x
= Tangen x
D
= Diameter
terbesar
d
= Diameter terkecil
l =
Jarak yang ditentukan
Setelah diketahui tangen x, maka dapat
dicari besarnya sudut x dengan melihat daftar di bawah ini :
xo
|
Tg
|
xo
|
Tg
|
Xo
|
Tg
|
xo
|
tg
|
xo
|
Tg
|
1
|
0.017
|
11
|
0.194
|
21
|
0.383
|
31
|
0.600
|
41
|
0.869
|
2
|
0.038
|
12
|
0.212
|
22
|
0.404
|
32
|
0.624
|
42
|
0.900
|
3
|
0.052
|
13
|
0.230
|
23
|
0.424
|
33
|
0.649
|
43
|
0.932
|
4
|
0.070
|
14
|
0.249
|
24
|
0.445
|
34
|
0.674
|
44
|
0.965
|
5
|
0.087
|
15
|
0.267
|
25
|
0.466
|
35
|
0.700
|
45
|
1.000
|
6
|
0.105
|
16
|
0.286
|
26
|
0.487
|
36
|
0.726
|
46
|
1.035
|
7
|
0.122
|
17
|
0.305
|
27
|
0.509
|
37
|
0.753
|
47
|
1.071
|
8
|
0.140
|
18
|
0.324
|
28
|
0.531
|
38
|
0.781
|
48
|
1.110
|
9
|
0.158
|
19
|
0.344
|
29
|
0.554
|
39
|
0.809
|
49
|
1.180
|
10
|
0.176
|
20
|
0.364
|
30
|
0.577
|
40
|
0.839
|
50
|
1.191
|
2.3.2
Cara Membubut Ulir
Cara membubut ulir segitiga adalah
sebagai berikut :
o
Ulir segitiga ada 2 macam,
yaitu :
+ Ulir metrik dengan sudut 60o
+ Ulir whit
worth ( WW ) dengan sudut 55 o
Maka pasanglah pahat bubut dengan sudut yang sesuai. Apabila
pahatnya belum tersedia, bentuklah pahat tersebut sesuai dengan sudut yang
dibutuhkan.
o
Pasang pahat bubut pada tempat pahat. Atur kedudukan alas
putar sehingga membentuk sudut 90 o dengan garis sumbu spindel.
o
Setiap memulai pembubutan harus menggunakan lonceng.
Yaitu pada saat akan memulai pembubutan , jarum dengan angka yang ditentukan harus
tepat bertemu, langsung handle otomatis dijalankan, bila sampai pada akhir
ulir, handle otomatis dilepas. Hal ini dikerjakan
berulang-ulang.
2.3.3
Bentuk-bentuk Pahat
Agar sesuai dengan
penggunaannya, seperti kekerasan bahan, bentuk, dan jenis benda kerja, maka
pahat bubut dibuat sedemikian rupa sehingga masing-masing memiliki spesifikasi
tersendiri, antara lain :
-
pahat kasar kiri
-
pahat kasar kanan
-
pahat halus
-
pahat permukaan kiri
-
pahat permukaan kanan
-
pahat potong / alur
 |
| Gambar : Teknik Pengerjaan Benda |
Agar menghasilkan kemampuan penatalan yang baik, maka
pahat bubut memiliki sudut-sudut geometris. Sudut-sudut geometris tersebut
terdiri dari :
-
sudut potong sisi
( 45o – 60o )
-
sudut jalan bebas ( 8o – 15o )
-
sudut baji ( 30o – 82o )
-
sudut siduk ( 10o – 52o )
 |
| Gambar : Pola Pengukuran Benda |
Bentuk
pahat untuk benda kerja dengan bahan yang lebih keras akan berlainan dengan
bentuk pahat untuk benda kerja dengan bahan yang lebih lunak.
Di
bawah ini adalah daftar sudut-sudut pahat bubut untuk beberapa logam :
Bahan
|
V
|
W
|
S
|
Alumunium
|
8 o
|
30 o - 50 o
|
32 o – 52 o
|
Perunggu
|
10 o – 15 o
|
40 o
|
15 o – 40 o
|
Kuningan
|
12 o – 15 o
|
50 o
|
25 o – 28 o
|
Baja sampai
60 kg / mm2
|
8 o
|
62 o
|
20 o
|
Baja 60 kg / mm2 ke atas
|
8 o
|
68 o
|
14 o
|
Besi tuang
|
6 o
|
74 o
|
10 o
|
Pahat ulir
|
8 o
|
82 o
|
-
|
2.3.4
Kecepatan Spindel
Kecepatan
spindel harus disesuaikan dengan kekerasan dari benda kerja yang akan dibubut.
Yaitu, makin keras benda kerja atau makin besar diameternya, kecepatan spindle
makin rendah. Dan makin lunak benda kerja atau makin kecil diameternya,
kecepatan spindle makin tinggi.
Untuk
menghitung kecepatan spindel dapat menggunakan rumus sebagai berikut:
Dimana :
N = kecepatan spindle
dalam rpm
s = kecepatan potong
D = diameter benda kerja
Daftar kecepatan potong untuk
masing-masing bahan, dapat dilihat di bawah ini :
Bahan
|
Pengerjaan
kasar
|
Menghaluskan
|
Baja
(mild steel)
|
30
|
40
|
Baja
tuang
|
20
|
30
|
Baja
paduan
|
15
|
25
|
Kuningan
perunggu
|
50
|
70
|
Tembaga
|
30
|
40
|
Alumunium
|
70
|
100
|
Plastik
|
80
|
120
|
2.3.5
Jenis-jenis Mesin Bubut
Ada beberapa jenis-jenis
mesin bubut antara lain:
1. Mesin
Bubut Universal
2. Mesin
Bubut Khusus
3. Mesin
Bubut Konvensional
2.4
Alat-alat yang Digunakan
o
Mesin bubut
o
Pahat bubut
o
Mistar dan jangka sorong
o
Kunci L
o
Kunci pemegang pahat
o
Coolant / oli
o
Lap / majun
o
Kikir
o
Knurling
 |
| Gambar : Hasil Pengukuran Benda |
2.5
Tugas dan Pertanyaaan
2.5.1
Tugas
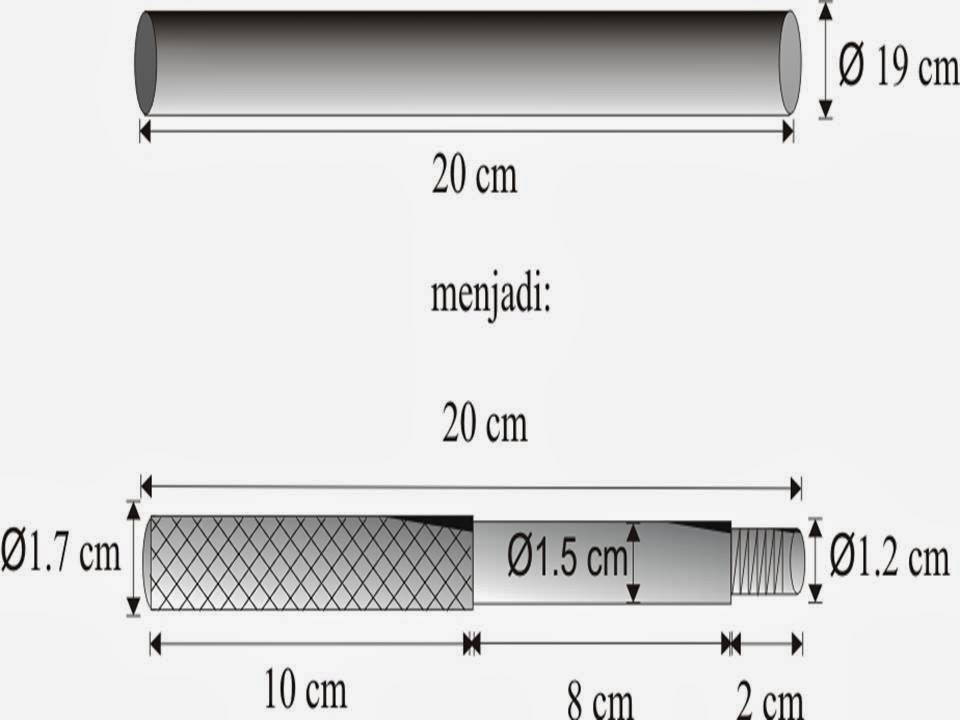
Dalam tugas saat praktikum proses produksi, mahasiswa di
tugaskan untuk membubut pegangan palu dengan menggunakan mesin bubut. Yang
semula besi berukuran diameter 1,9 cm di bubut menjadi ukuran diameter 1,7 cm
dan sesuai tugas yang digambarkan seperti dibawah ini.
Cara pengerjaan:
1. Memasang benda kerja (besi)
pada chuck, dikencangkan dan diperiksa apakah tidak goyang saat mesin
dijalankan.
2. Atur kecepatan mesin bubut
pada kecepatan SI 260 | 540 dan putar tuas kearah I sehingga kecapatan mesin
yang digunakan adalah 260 rpm.
3. Menyalakan mesin bubut, dengan
menarik tuas dan menggerakkannya ke arah bawah, kemudian benda kerja
berdiameter 19 mm dibubut sepanjang 100 mm dan sedalam 4 mm hingga mendapatkan
ukuran 15 mm, dengan tahap pembubutan kedalaman 0,5 mm.
4. Ulangi langkah 2 namun
bubut benda kerja berdiameter 15 mm bubut sepanjang 20 mm dan sedalam 3,4 mm
hingga mendapat ukuran 11,6 mm.
5. Buka benda kerja kemudian
pasang kembali pada sisi yang satunya dari pekerjaan 1. Periksa apakah tidak
goyang saat mesin dijalankan
6. Nyalakan mesin bubut,
kemudian benda kerja yang berdiameter 19 mm dibubut sepanjang 100 mm dan bubut
sedalam 2 mm hingga mendapatkan ukuran 17 mm, dengan tahap pembubutan 0,5 mm.
7. Setelah mendapat ukuran 17
mm. Benda kerja bubut kembali dengan menghaluskan permukaan.
8. Matikan mesin bubut dan
lepaskan pahat, selanjutnya pasang pahat katel untuk dilakukan pengkartelan
pada besi yang akan di jadikan penganggan palu agar permukaannya tidak licin.
Sebelum mesin bubuut dinyalakan lumuri benda kerja dengan oli terlebih dahulu.
9.
Nyalakan kembali mesin
bubut, pada saat pengkartelan eretan atas mesin bubut harus ditahan agar tidak
terjadi gaya tarik mesin bubut terhadap pahat kartel akibat putaran mesin
bubut.
10. Selesai pengkartelan matikan mesin bubut dan lepaskan benda
kerja dari kepala spindle.
11. Untuk pembuatan ulir pada ujung benda kerja yang berdiameter
11,6 mm dilakukan secara manual dengan menggunakan alat.
Catatan :
kelompok
kami melakukan kesalahan dengan saat menggerakkan tuas untuk menyalakan mesin
bubut, seharusnya tuas ditarik dan di gerakkan kearah bawah, tetapi kelompok
kami mengerakkannya kearah atas sehingga putaran benda kerja berputar
berlawanan arah jarum jam yang mengakibatkan benda yang di potong menjadi tidak
rata.
Perbaikan
yang kami lakukan adalah pada saat
pemotongan 0,5 mm selanjutnya kami menggerakkan tuas kearah bawah, sehingga
bekas pembubutan sebelumnya akan ikut terpotong pada pembubutan yang dilakukan
ini.
2.5.2
Pertanyaan
1. Jelaskan bagaimana cara
pemasangan cara benda kerja berbentuk kotak pada mesin bubut, agar benda itu
center untuk dilakukan pengeboran?
Jawab:
Cara pemasangan benda kerja berbentuk kotak sama dengan
pemasangan benda berbentuk silindris, hanya saja pencekam dengan chuck yang
digunakan adalah four jaw chuck
(cekam rahang 4).
2.
Sebutkan sifat - sifat baja
potong cepat (HSS)?
Jawab:
Sifat-sifat HSS (baja potong panjang) adalah :
o
Memiliki nilai Cutting
Ability yang baik
o
Tahan aus yang cukup baik
hingga suhu 650° C
o
Ulet atau kekerasan
relative tinggi
o
Dan mengandung Fe=18%,
Wolfram & Chrom 5.5% dengan tambahan Vanadium, Molibdenum, dan Kobalt
3. Sebuah poros terbuat dari
besi (Wrought Iron) dengan ρ=7000 kg/cm3, berdiameter awal 75 cm
akan dibubut hingga diameternya menjadi 50 cm. Bila mesin bubut mempunyai
kecepatan potong 60 cm/menit, panjang poros 2000 mm dan umpan 2 mm juga
dalamnya pemotongan 0,2 mm/putaran.
Tentukan: a.
Berapa putaran memesin yang diijinkan
b. Berapa berat
geram yang terjadi
Jawab:
Diket : Do = 75 cm =
0.75 m
D1 = 50 cm = 0.5 m
V = 60 cm/menit = 0.6 m/menit
Panjang poros = 2000 mm = 2 m
Umpan = 2 mm = 0,002 m
Dalam pemotongan = 0.2 mm/putaran
Ditanya : a). N ?
b). MRR ?
Jawab:
b.
Berat geram yang terbentuk
adalah:
(volume benda sebelum di bubut – volume benda setelah di
bubut) x r
= [(3,14 x 0,75m x 2m) – (3,14 x 0,5m x 2m)]
x 0,7kg/m3
= (4,71 – 3,14) x 0,7
= 1,099 kg = 1099 gram
2.6
Kesimpulan dan Saran
Dalam
pengerjaan pembubutan kita harus memperhatikan beberapa faktor yang sangat mempengaruhi
proses pengerjaan yaitu :
· Material dari benda kerja,
hal ini agar supaya kita tidak salah dalam memilih jenis pahat yang akan
digunakan,
· Material dari pahat, hal
ini agar kita dapat memperhitungkan waktu pengoprasian mesin (efisiensi kerja).
· Memperhitungkan waktu
pengerjaan, hal ini akan sangat berpengaruh pada kemungkinan biaya yang akan
timbul dalam proses pembubutan tersebut.
· Ketinggian
mata pahat harus sejajar dengan sumbu putar dari benda kerja karena bila tidak
sejajar maka pahat akan cepat aus dan permukaan yang dipotong tidak akan rata.
· Gerak potong pada mesin bubut adalah
gerakan dari benda yang menyebabkan dirinya terpotong. Gerakan ini dilakukan
oleh benda kerja berupa gerak putar.
· Gerak makan adalah gerak yang bertujuan
untuk memperluas bidang potong. Gerakan ini dilakukan oleh pahat berupa gerak
menuju permukaan benda kerja.
·
Kedalaman
benda kerja yang hendak dibubut diatur dengan pemutar untuk gerakan eretan dan
diusahakan bila menginginkan kedalaman yang cukup dalam dilakukan secara
bertahap.
· Reduksi
diameter dilakukan berulang-ulang, sedikit demi sedikit hingga mendapatkan
diameter yang dinginkan.
· Untuk
membuat ulir digunakan mata pahat yang khusus. Proses ini dilakukan
berulang-ulang hingga mencapai kedalaman celah ulir yang diinginkan. Sebelum
memulai proses ini, kita harus lebih dahulu menentukan lebar pitch yang
diinginkan.
· Paremeter-
parameter dalam proses bubut yaitu kecepatan potong, gerak makan, kedalaman
potong, waktu potong, dan panjang pemesinan.
Sumber:
Praktikum Proses Produksi-Rudini Mulya (Industrial Engineering2010)
Praktikum Proses Produksi-Rudini Mulya (Industrial Engineering2010)